


板旋
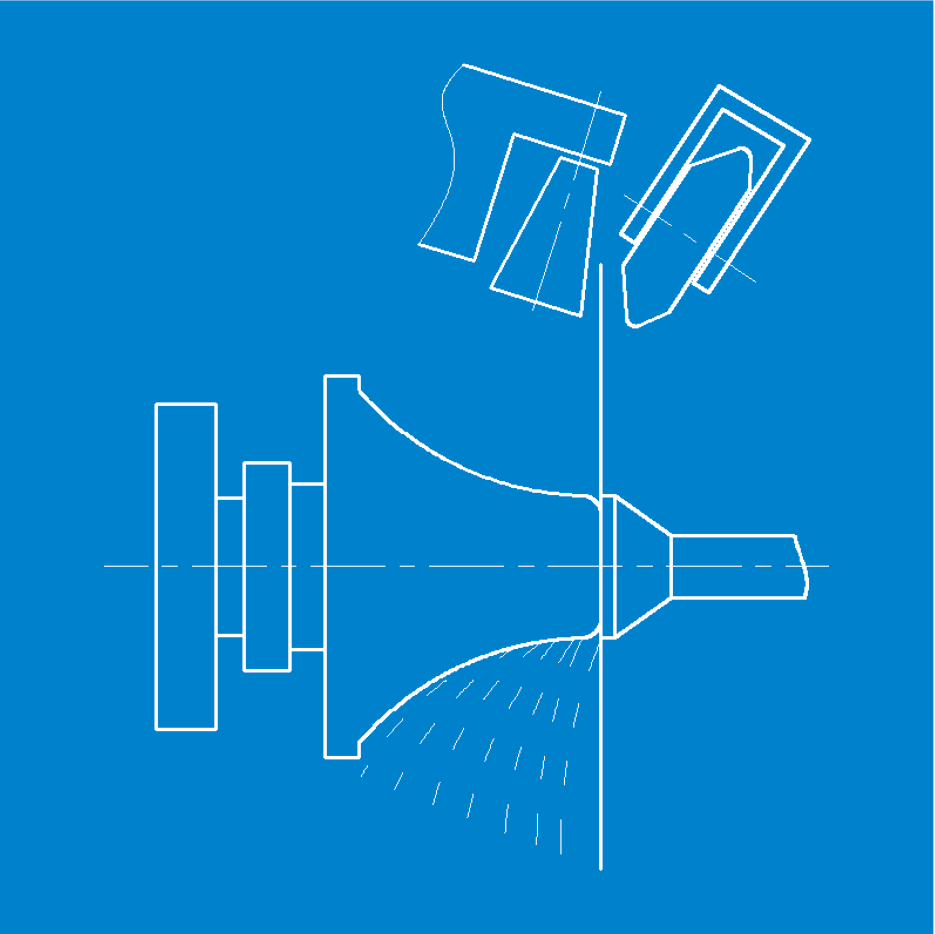
拉深旋壓是以徑向拉深為主體而使毛坯(板材或預(yù)制件)直徑減小的成形工藝。也可以說(shuō)它與拉深成形相類(lèi)似,但不用沖頭而用芯模,不用沖模而用旋輪。它是旋壓中最為主要和應(yīng)用最廣泛的成形方法。毛坯彎曲塑性變形是它主要的變形方法。
由于是靠旋輪的運(yùn)動(dòng)旋制工件,所有與拉深相比其加工條件的自由度更大,能制出很復(fù)雜的回轉(zhuǎn)對(duì)稱(chēng)體。在旋制過(guò)程中,對(duì)旋輪運(yùn)動(dòng)軌跡有較高的要求。因此,把拉深旋壓的成形技術(shù)說(shuō)成是掌握旋輪運(yùn)動(dòng)的規(guī)律有較高的要求。
剪切旋壓指的是不改變毛坯的外徑而改變其厚度,以制造圓錐等各種軸對(duì)稱(chēng)薄壁件的旋壓方式(錐形變薄旋壓)。這種成型方法的特點(diǎn)是旋輪受力較小,半錐角和壁厚互相影響,材料流動(dòng)流暢,表面光潔和成型精度高,并且能較容易地成型拉深旋壓難于成型的材料。旋壓過(guò)程中遵循的理論計(jì)算公式為: 。根據(jù)旋后工件實(shí)際壁厚T11與理論值T1比較分為過(guò)旋壓(T11> T1)和欠旋壓(T11< T1)兩種旋壓方式。
。根據(jù)旋后工件實(shí)際壁厚T11與理論值T1比較分為過(guò)旋壓(T11> T1)和欠旋壓(T11< T1)兩種旋壓方式。
聯(lián)系我們
")
公 司 地 址:浙江省臺(tái)州市仙居下各鎮(zhèn)新啟路1號(hào)
研 發(fā) 中 心 地 址:浙江省臺(tái)州市溫嶺市濱海鎮(zhèn)鎮(zhèn)中村工業(yè)園區(qū)500號(hào)